

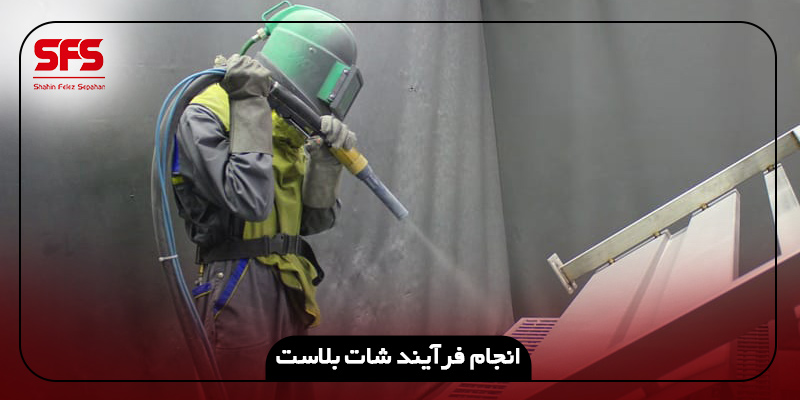
افرادی که با صنایع مختلف آشنا هستند و یا فعالیتشان در حوزه صنعتی است، از اهمیت بسیار زیاد تمیزکاری سطح آگاه هستند. یکی از روشهای صیقلکاری سطوح، فرآیند شات بلاست است. Shot Blast یا شات بلاست در لغت بهمعنای ساچمهزنی بوده و در این فرآیند، ساچمههایی کروی شکل و یا شکسته به کمک نیروی مکانیکی و یا گریز از مرکز به سطح قطعه با هدف صیقلکاری و تمیزکاری پرتاب میشوند.
در بسیاری موارد، انجام این روش یکی از مهمترین مراحل برای رسیدن به کیفیت موردنظر است و در صنایعی مانند هوافضا، سازههای عمرانی و غیره کاربرد گستردهای دارد؛ چراکه از خوردگی فلزات جلوگیری میکند. در این مقاله به معرفی انواع دستگاههای شات بلاست و چگونگی انجام آن خواهیم پرداخت. با شاهین فلز سپاهان همراه باشید.

ساینده چیست؟
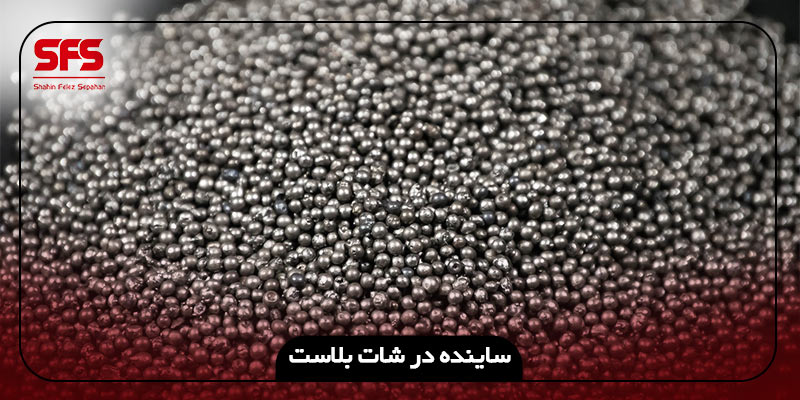
ساینده، مادهای جامد و سخت است که به هدف پرداخت سطوح، مورد استفاده قرار میگیرد. سختی بالای مواد ساینده، منجر به لایهبرداری مناسب آنها میگردد. سایندهها، یکی از اجزای اصلی در فرآیند شات بلاست هستند.
جنس سایندههای مصرفی در شات بلاست از چیست؟
ساچمههای به کار رفته در این فرآیند، غالبا از جنس فولاد، مس و یا آلومینیوم هستند.
نحوه کار دستگاه شات بلاست چگونه است؟
مکانیزم تمیزکاری در این روش بر مبنای مهار انرژی جنبشی است. به این صورت که ساچمههای کروی شکل با انتقال و آزادسازی انرژی در برخورد با سطح قطعه، مواد اضافی را از بین میبرند.

نتیجه نهایی شات بلاست به چه عواملی وابسته است؟
- جرم ساچمههای ساینده
طبیعتا هر چهقدر جرم ساچمههای ساینده در این فرآِیند بیشتر باشد، عمق اثر ضربات بیشتر خواهد بود. انتخاب جرم ساچمهها به سایز و جرم قطعه مورد نظر بستگی دارد. انتخاب نادرست وزن ذرات پرتابی، احتمال آسیب دیدن قطعه را بالا میبرد.
- سرعت انتقال
کنترل سرعت انتقال ذرات باعث میشود فاصله زمانی فرآیند شات بلاست تحت کنترل باشد. هر چهقدر سرعت انتقال ساچمهها به سطح بیشتر باشد، فرآیند سریعتر انجام خواهد گرفت. قابل توجه است که در سرعتهای بالا افزایش دما، سایندگی ساچمهها و ثبات قطعه باید کاملا تحت کنترل کاربر باشد. بهطور معمول، سرعت ذرات در شات بلاست بین 50 تا 100 متر بر ثانیه است.

- زاویه برخورد
بهینه بودن زاویه برخورد ذرات به سطح در شات بلاست، باعث تسریع فرآیند و کم شدن هزینهها میشود. برخی زوایای پرتابی ممکن است سبب فررفتگی آخالهای سطحی به قطعه شوند. بنابراین زاویه برخورد ساچمهها باید به درستی بررسی شود.
- شکل ساچمه
این عامل تا حدود زیادی به شکل هندسی قطعه بستگی دارد. برای تمیزکاری گوشههای قطعه، ساچمههای زاویهدار و کوچکتری انتخاب میشوند. در حالی که برای تنشزدایی سطوح صافتر، ساچمههای کروی شکل را به کار میگیرند.
- درصد پوشش ضربه
درصد پوشش ضربه، وابسته به سایز ذرات پرتابی است. سایز ذرات پرتابی را نیز هندسه قطعه مشخص میکند. هرچه سایز ساچمهها بزرگتر باشد، درصد پوشش نیز به تبع آن، بیشتر خواهد بود و فرآیند از لحاظ زمانی کوتاهتر میشود.

اجزای دستگاه شات بلاست کدام است؟
این دستگاه شامل اجزای مختلفی است که هر کدام از آنها وظایف منحصربه خود را دارند که به شرح زیر میباشد:
- توربین شات بلاست
وظیفه این قسمت از دستگاه، پاشش ساچمههای فولادی با سرعت زیاد روی سطح قطعه است. این اجزا از تعدادی پره و یک یا دو صفحه کناری برای نگهداری پرهها تشکیل میشوند. در ساختار همه توربینهای شات بلاست، روتور و استاتور وجود دارند و عمل توزیع و تنطیم زاویه پاشش توربین را بر عهده دارند. قدرت و سرعت توربین، تعیینکننده قدرت و سرعت شاتینگ دستگاه است.
- محفظه شاتینگ
به دلیل سرعت بالای ذرات ساینده، فرآیند شات بلاست باید در محفظهای بسته و عاری از ارتعاش اجرا شود. جنس این محفظهها از ورق استیل ضخیم و محکم است و به وسیله ورقهای آلیاژی ضدسایش پوشش داده میشوند. نظارت و بررسی این سطوح و نیز تهویه مناسب دیگ شات بلاست، از موارد حائز اهمیت در کارگاههای شات بلاست است.
- الواتور شات
وظیفه بالابرنده این است که ذراتی را که در پایین محفظه شات بلاست تجمع یافتهاند، از طریق نقاله مارپیچ، به ابتدای بالابر و جداکننده برساند.
- جداکننده
برای آنکه قطعه موردنظر از هرگونه آلایندگی و واکنش ناخواسته محافظت شود، مهم است که ذرات آلاینده از ساچمههای پرتابی جدا گردد. در قسمت جداکننده، ذرات آلاینده قبل از آنکه به توربین وارد شوند، از ذرات ساینده جدا میشوند.
- هواکش و فیلتر غبار خروجی
هوای خروجی از محفظه شات بلاست، باید بدون هیچگونه گاز و ذرات مضر برای انسان و محیط زیست باشد. به همین علت غبارگیری در این فرآیند، آخرین مرحله است. در این بخش با عبور هوای حاوی ذرات ریز آلاینده از فیلترها، پس از جداسازی کامل، هوای پاک به محیط اتمسفر تخلیه میشود.

انواع دستگاه شاتبلاست
دستگاههای شاتبلاست انواع مختلفی دارد که در ادامه به معرفی و شرح نحوه عملکرد آنها میپردازیم:
- شاتبلاست آویزی
دستگاههای شات بلاست آویزی، بهینهترین گزینه برای انجام عملیات ساچمهزنی و آمادهسازی سطوح قطعات صنعتی در تیراژ بالا هستند. دستگاههای ساچمهزنی آویزی، دارای انواع غیرمداوم و مداوم هستند که بسته به نوع قطعه و خط تولید قطعه، کاربرد آنها مشخص میشود.
این ماشینها دارای قلابهای تکی یا درختی آویزانی هستند که قطعات به صورت دستی توسط اپراتور یا رباتبر روی آن قرار میگیرند. پس از بارگیری آویز دستگاه، این آویز وارد محفظه پاشش دستگاه شده و درب دستگاه بسته میشود.
سپس آویز حامل قطعات، حول محور خود شروع به گردش میکند و تمام وجوه قطعات مستقر بر روی خود را در معرض پاشش ساچمههای فولادی پرتاب شده توسط توربینهای دستگاه قرار میدهد. بعد از مدت زمان تعیین شده توسط اپراتور دستگاه، عملیات شات بلاست به شکل اتوماتیک تمام میشود. قطعات برای تخلیه، بر روی آویز از دستگاه خارج میشوند.
دستگاهای شات بلاست آویزی جزو بهترین موارد برای صنایع خودروسازی، ریختهگری صنایع و سازههای فولادی هستند. چراکه علاوه بر صرفهجویی در زمان، ضربه زدن و دفرمه شدن قطعه در حین ساچمهزنی را به دنبال نخواهند داشت.
بسته به کاربرد مورد نظر، ساچمهزنی آویزی انواعی دارد که عبارتند از:
- ساچمهزنی آویزی مونوریل
- ساچمهزنی آویزی دو ریلی
- ساچمهزنی آویزی جرثقیلی
- شاتبلاست تونلی
امروزه از این نوع شات بلاست برای زنگزدایی، تمیزکاری و زبر کردن پیوسته قطعات مختلف استفاده میشود. در این سیستم تعدادی توربین شات بلاست در موقعیتها و جهتگیریهای مختلف نصب میشوند تا بتوانند به تمام سطوح دسترسی داشته باشند.
یک کابین یا تونل تعبیه میشود که به این توربینها وصل هستند. محصولاتی که باید تحت فرآیند ساچمهزنی قرار بگیرند، توسط روشهای مختلفی وارد کابین شده و پس از تمیزکاری خارج میشوند. این دستگاهها نیز انواعی دارند که مهمترین آنها عبارتند از:
- ساچمهزنی تونلی رولیکدار
- ساچمهزنی تونلی با کانویر سیمی
- ساچمهزنی تونلی با کانویر آویز
- ساچمهزنی با فیدر ویبره
- ساچمهزنی وایرمش
- شاتبلاست بشکهای
قدیمیترین نوع دستگاههای ساچمهزنی توربینی، نوع بشکهای هستند. در این دستگاه، قطعات از قسمت بالای بشکه شارژ میشوند. بر اثر چرخش بشکه و پاشش ساچمه بر روی قطعه، کلیه سطوح قطعه تمیز میشوند. عمل تخلیه نیز میتواند از قسمت بالا یا پایین محفظه انجام شود که بستگی به مواردی همچون سفارش مشتری، سرعت عملیات و همچنین محل اجرا دارد.
- شاتبلاست درامی
دستگاههای درامی، انواع تکامل یافته سیستم بشکهای هستند. نظر به آنکه نوع بشکهای استهلاک زیادی دارد، سیستمهایی ابداع شدند که با حفظ قابلیت غلتیدن، کار را برای اپراتور راحتتر کنند. در این حالت به جای بشکه، از نوعی نوار نقاله استفاده میشود که همواره در حال چرخش است. قطعه روی این نوار میغلتد و توربین نیز از بالا با ساچمه آن را بمباران میکند. در پایان، قطعات پس از تمیز شدن تخلیه میشوند. این سیستم قابلیت جلاکاری و تمیزکاری کل زوایای قطعه را دارد.
- شاتبلاست میزی
شات بلاست میزی پس از نوع درامی پرطرفدارترین نوع آن است. این روش برای قطعاتی که ابعاد بزرگ دارند، مناسب است. در این حالت قطعه بر روی صفحهای گرد که به دور خود می چرخد قرار گرفته و پاشش ساچمه از توربین به نحوی که کل زوایای قطعه را پوشش دهد، انجام میگیرد. این ماشینها علاوه بر قابلیت پوستهزدایی، پلیسهبری، حذف روغن و ماسهزدایی، با نصب برخی تجهیزات کنترلی، قادر به اجرای شات پینینگ نیز هستند. تعداد و قطر میز با توجه به قطعه تغییر میکنند. در انواع متوسط و بزرگ ماشینهای فوق، با سفارش مشتری، قابلیت افزایش تعداد توربین نیز وجود دارد.
- شاتبلاست میلگرد و مفتول
میلگرد و مفتولهای فولادی، پروفیلهایی هستند که معمولا طبق نظر اکثر کارفرمایان صنایع ساختمانی، الزام به شات بلاست دارند. البته ساچمهزنی مفتول فقط به دلیل تمیزکاری مطلق نیست و بهبود خواص مکانیکی هم مد نظر است.
ماشینهای شات بلاست میلگرد و مفتول به گونهای طراحی و تولید میشوند که به دو صورت طولی و کلافی قادر به پذیرش مفتولها میباشند.
فرآیند شاتبلاست در چه مواردی کاربرد دارد؟
شات بلاست بهطور کلی با هدف بهبود خواص سطحی قطعات انجام میشود. شات بلاست در موارد بسیاری کاربرد دارد که به شرح زیر میباشد:

- آمادهسازی سطوح قبل از پوشش دهی با زینک فلیک، گالوانیزاسیون و غیره
- از بین بردن تنش پسماند کششی با وارد شدن تنش فشاری
- از بین بردن ناهمواری سطح قطعههای ریختهگری و بهبود سختی
- برطرف کردن عیوب سطحی همچون خوردگی، تخلخل و ترکهای ریز
- افزایش عمر مفید قطعات ریختگی و نوردی با نفوذ ساینده عمییق در قطعات
- لایهبرداری از سطوح قطعات فورج شده
- تمیزکاری و بهبود خواص مکانیکی قطعاتی همچون چرخ دندهها و شفتها در مدت زمان کوتاه
- آمادهسازی قطعات حاصل از برش CNC (مانند فرفورژهها)
- زنگ زدایی، ماسهزدایی و رنگزدایی سطوح خارجی قطعات
سخن پایانی
در این مقاله به بررسی نحوه انجام فرآیند شات بلاست پرداختیم. شاید بتوان گفت پیش از انجام فرآیند شات بلاست، چگونگی انجام آن اهمیت بسیاری دارد. چراکه درصورتی که به درستی انجام نگیرد، مشکلاتی جبرانناپذیر برای مصرفکننده به وجود میآورد.
شرکت شاهین فلز سپاهان خدمات شات بلاست را با بهترین قیمت و کیفیت به مشتریان محترم ارائه میدهد. متقاضیان گرامی میتوانند برای کسب اطلاعات بیشتر، با کارشناسان متخصص و مجرب این مجموعه در تماس باشند.
منبع (Resource): What Is Shot Blasting
سوالات متداول
شات بلاست چیست؟
شات بلاست یکی از انواع روشهای تمیزکاری سطوح بوده و در لغت بهمعنای ساچمهزنی است.
انواع دستگاه شات بلاست کدام است؟
دستگاه شات بلاست انواع مختلفی از جمله دستگاه شات بلاست آویزی، تونلی، بشکهای، درامی، میزی و میلگرد و مفتول دارد.
نحوه کار دستگاه شات بلاست چگونه است؟
مکانیزم تمیزکاری در این روش بر مبنای مهار انرژی جنبشی است و ساچمههای کروی شکل با انتقال و آزادسازی انرژی در برخورد با سطح قطعه، مواد اضافی را از بین میبرند.






1 دیدگاه در “شات بلاست چیست + معرفی 6 دستگاه شات بلاست”
نظرات بسته شده است.